Involved in various aspects of traditional manufacturing, molds are an essential part of the modern manufacturing industry — They produce quality parts with great efficiency and profitability. These facets are of greatest importance to the automotive industry: complexity of the parts, surface finish, size-accuracy, and other characteristics are driving factors in the adoption of better and more sophisticated molds. Traditional methods of mold creation have difficulty in meeting these demands. Responding to these challenges, leading manufacturers and suppliers are looking for new and advanced technology for mold production. Market leader Ruixiang Mould Co., Ltd., of Shantou, China produces large volumes of automotive parts for testing and validation each year. The ability to create production tooling for these parts has become a defining competitive factor in the mold market.
Challenge:
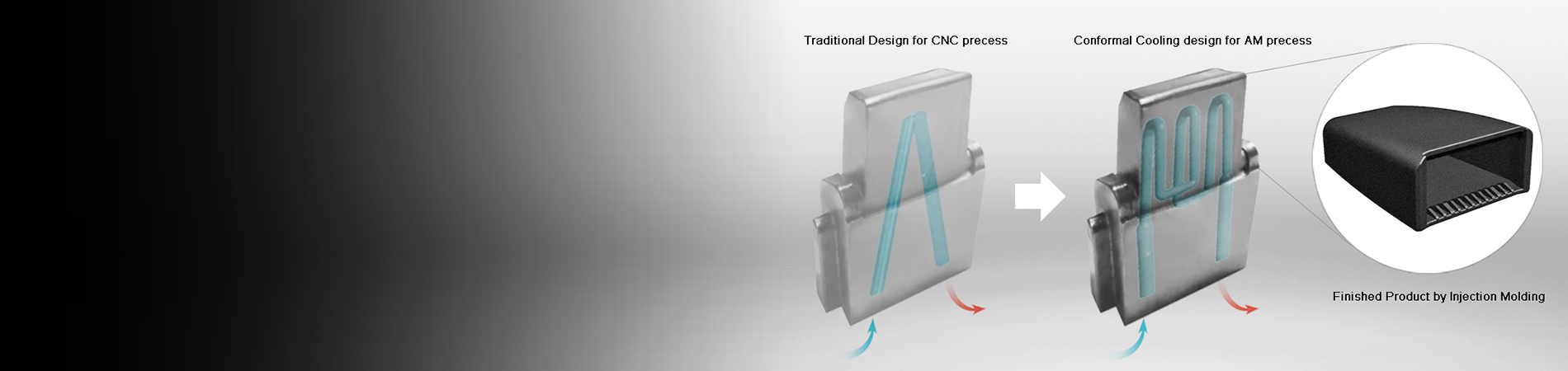
The subject of interest is the manufacturing of a mold insert designed for serial production of plastic automobile rear seat safety buckles, which are produced based on a typical injection molding process. The controlled flow and cooling of the liquified plastic material is critical to the finished plastic part. The heat energy of the liquid plastic must be dissipated uniformly in the mold throughout the cooling process. Therefore, how the mold cooling channels are designed is key to the quality of the molded part.
Before the introduction of additive manufacturing (AM) technology, the traditional manufacturing process for this mold would be based on a CNC process that could only produce linear-shaped cooling channels (as shown in figure 1), which have varied offsets from the mold surface. This manufacturing limitation makes it harder to ensure the uniformity of temperature during the cooling operation and leads to irregularities from time to time, which in the end results in very high deformation rates of the finished parts. Also, under a factory integration layout analysis, the efficiency of the mold cooling process will usually decide the production cycle time of the part. The faster the heat is evenly distributed the more productivity and profit can be achieved in the same amount of time.
Solution:
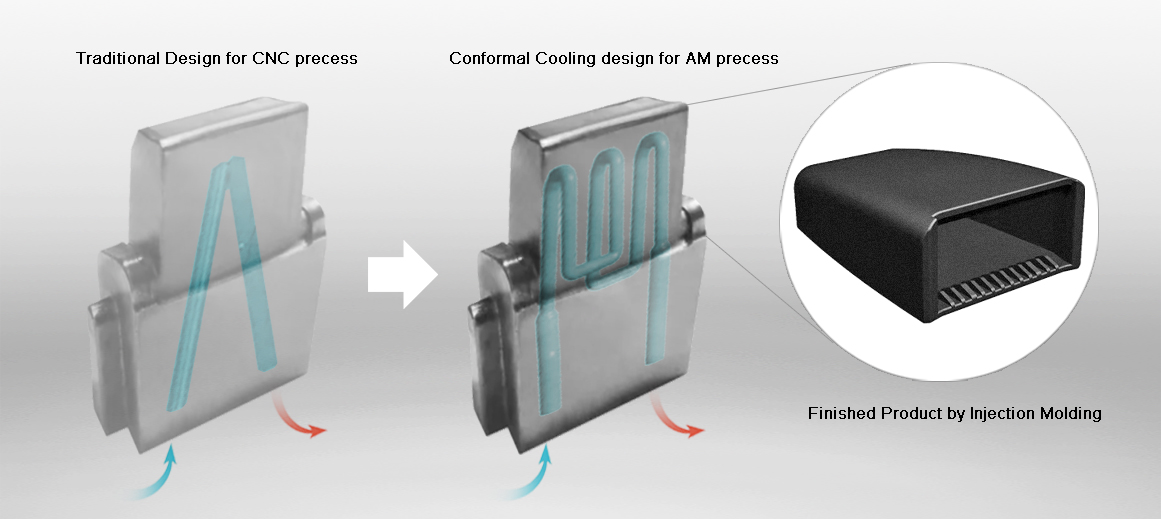
Figure 1: The conformal cooling mold insert design and safety seat buckle produced by Farsoon FS271M at Ruixiang Mould. Material: 18Ni300 Powder. Picture courtesy by Ruixiang Mould.
All these factors lead Ruixiang Moulding to explore new design and manufacturing solutions. Having adopted the Farsoon FS271M metal additive systems since 2017, Ruixiang is able to additively produce optimized mold design with 18Ni300 material for increased cooling efficiency and reduced production time. The Farsoon FS271M offers unprecedented freedom in flexibility of cooling channel design. In this use case the insert portion of the mold is the region of greater heat concentration, necessitating greater density and complexity of the cooling channel design. Therefore, a brand-new conformal cooling channel design has been developed and produced on the FS271M — it not only expands the internal surface area of the cooling channel, but also lays closer and more evenly to the component contour, which achieves much more uniform and efficient heat removal.
Result:
Mold inserts with conformal cooling channels produced on the Farsoon FS271M metal laser sintering system show greater cooling efficiency over conventional mold inserts.
Improved cooling efficiency
In order to test the cooling efficiency of molds designed for traditional CNC processes and new designs for conformal cooling, the Moldex 3D software was used for the temperature simulation test and the heat concentrated area was selected for applying several key test points on the plastic components surface (as shown in figure 2). In order to best simulate the conditions of the cooling process, the mold temperature was set to 35°C and the injected plastic temperature to 259°C as the test settings. In figure 2, the real-time temperature distribution of the part is displayed in different colours to show the calculated three-dimensional heat distribution. The simulation results show a temperature drop from 68.38 °C to 31.74 °C in the region of interest in the plastic component in the same amount of time, a significant decrease of 36.64℃.
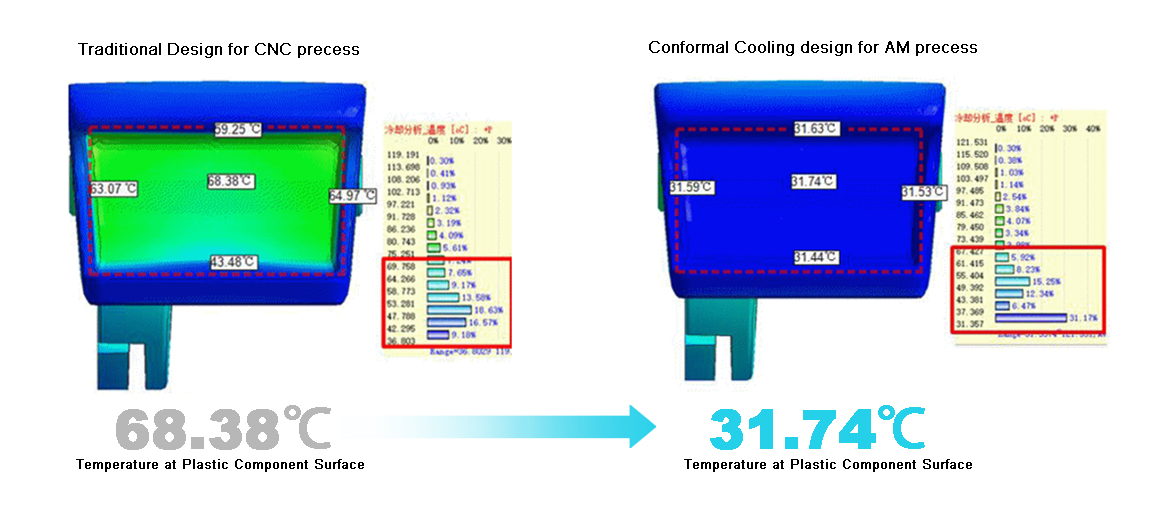
Figure 2: The different colors shows the 3-dimensional temperature distribution on the plastic component surface. Data courtesy Ruixiang Mould.
Further temperature simulations analyse the mold cavity area. Figure 3 shows a typical cross-section of a mold with traditional (approx. 71.0°C) and a mold with conformal cooling channel (approx. 32.2°C), with the center area of the waterway showing a significant decrease of 38.8 °C.
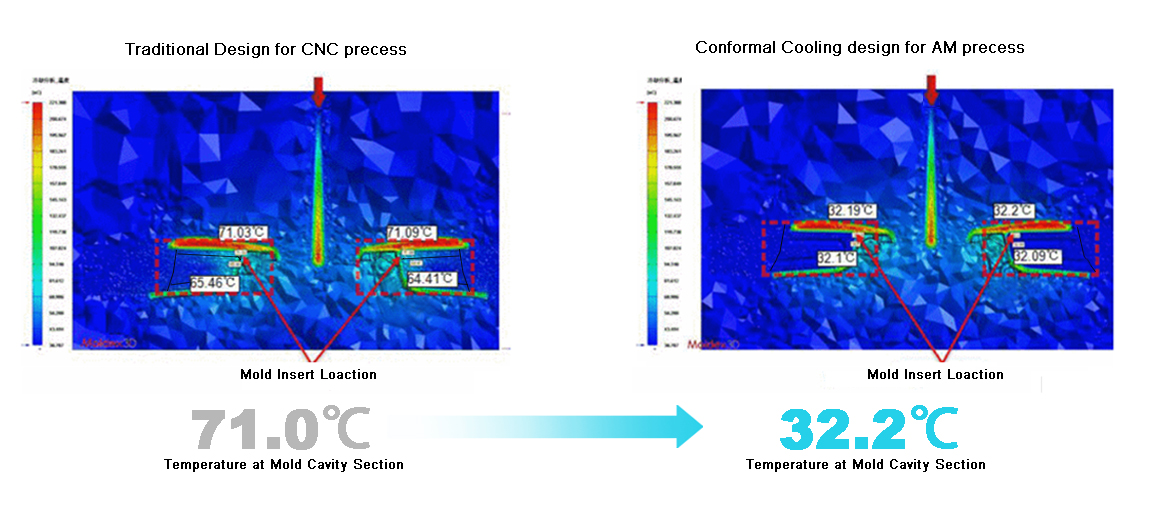
Figure 3: color map shows the real-time temperature distribution of the mold cavity section. Data courtesy Ruixiang Mould.
Improvements are shown below with regards to the whole injection molding process. The proportion of heat absorbed by each waterway during the production cycle can be observed using Moldex software. It shows the positive effects of a 3D printed mold with conformal cooling channels, with an efficiency increase from 15.71% to 22.30% comparatively.
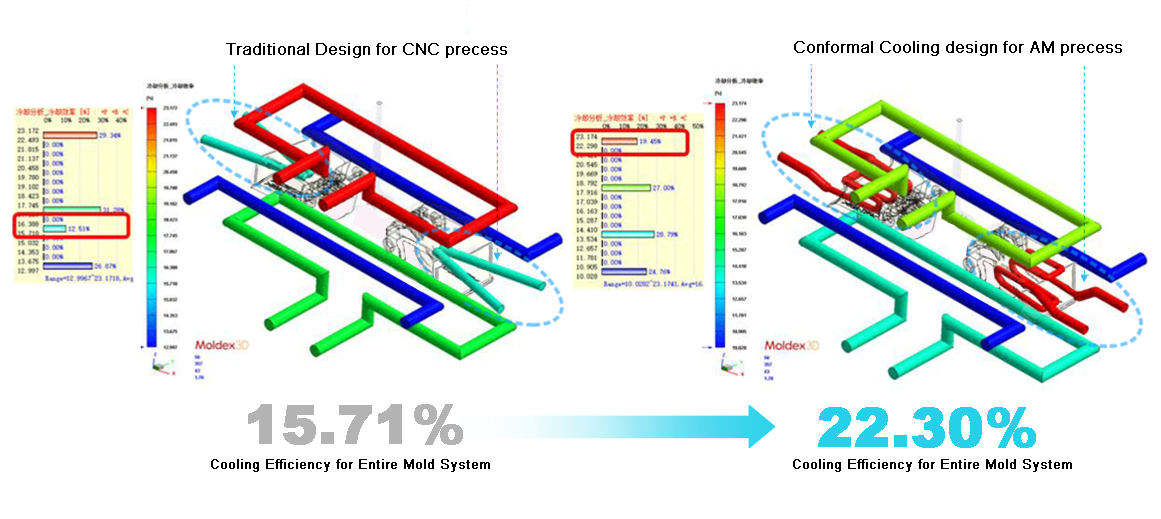
Figure 4: Cooling efficiency comparison of the conformal cooling channel mold in the injection molding process. Data courtesy Ruixiang Mould.
Enhanced Production Compacity
The entire mold production cycle is composed of multiple processes including: mold closing, injecting melted material into the mold cavity, pressure & solidification, cooling process, mold opening, part retrieval, etc. The time required for cooling usually takes a large proportion of the production cycle, being a key factor in ensuring the quality of the final product. Thanks to Farsoon’s additive technology, the time required for cooling is reduced from 25 to 13 seconds, which helps to reduce the production cycle from 43.6 to just 31.6 seconds (as shown in figure 5). Ruixiang Mould can increase its monthly output yet maintain a high rate of qualified final product.
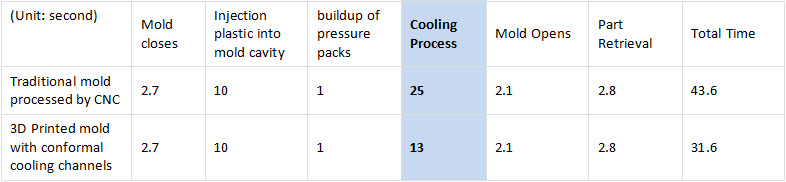
Figure 5: Time consumption comparison for each process of injection molding Data courtesy Ruixiang Mould.
“The adoption of Farsoon additive technology has been proved to be successful for series production. Our safety seat buckle, was able to cut the production cycle by 28%, it brings great improvement to production volume and part quality, which has brought a positive impact on our clients.” Says Mr. Zhang, general manager at Ruixiang Mould. “Additive technology not only brings us increased profitability, but also differentiates our products and quality in the competitive molding industry. We are looking forward to further development of more optimal applications with Farsoon additive technology.”
About Ruixiang Mould Co., Ltd.
Ruixiang Mould Co., Ltd., based in Shantou, Guangdong province of China, is a long-term supplier of multiple major automobile manufacturers in Southern China with expertise in industrial grade mold development, customization and production. With the help of Farsoon metal additive technology, Ruixiang is able to produce large amounts of customized molds for testing and validation each year.
About Farsoon:
OPEN FOR INDUSTRY – Farsoon Technologies, founded in 2009 in China, is a global manufacturer and supplier of industrial level polymer and metal laser sintering systems. Farsoon is the leading supplier of industrial AM technology in China with increasing growth in the international market. In 2017, Farsoon released the first of a new series of machines under the revolutionary Continuous Additive Manufacturing Solution (CAMS), and established Farsoon Technologies-Americas in Austin, Texas, USA. In 2018, Farsoon Europe GmbH was established in Stuttgart, Germany to expand direct operations to Europe. Farsoon is committed to developing AM towards its true manufacturing potential and providing customers with best-in-class systems, materials, software, application and services.
DOWNLOAD SUCCESS STORY